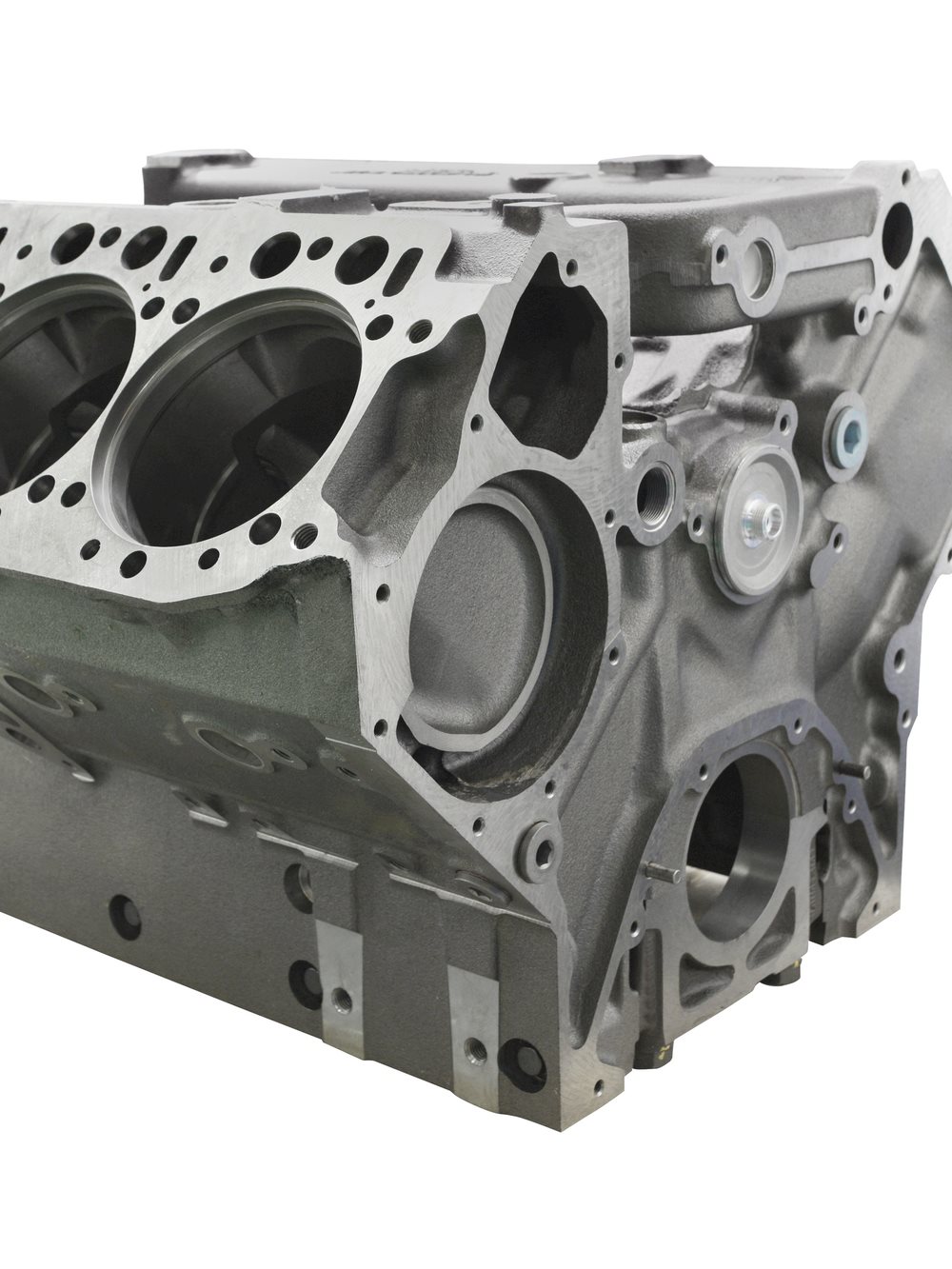
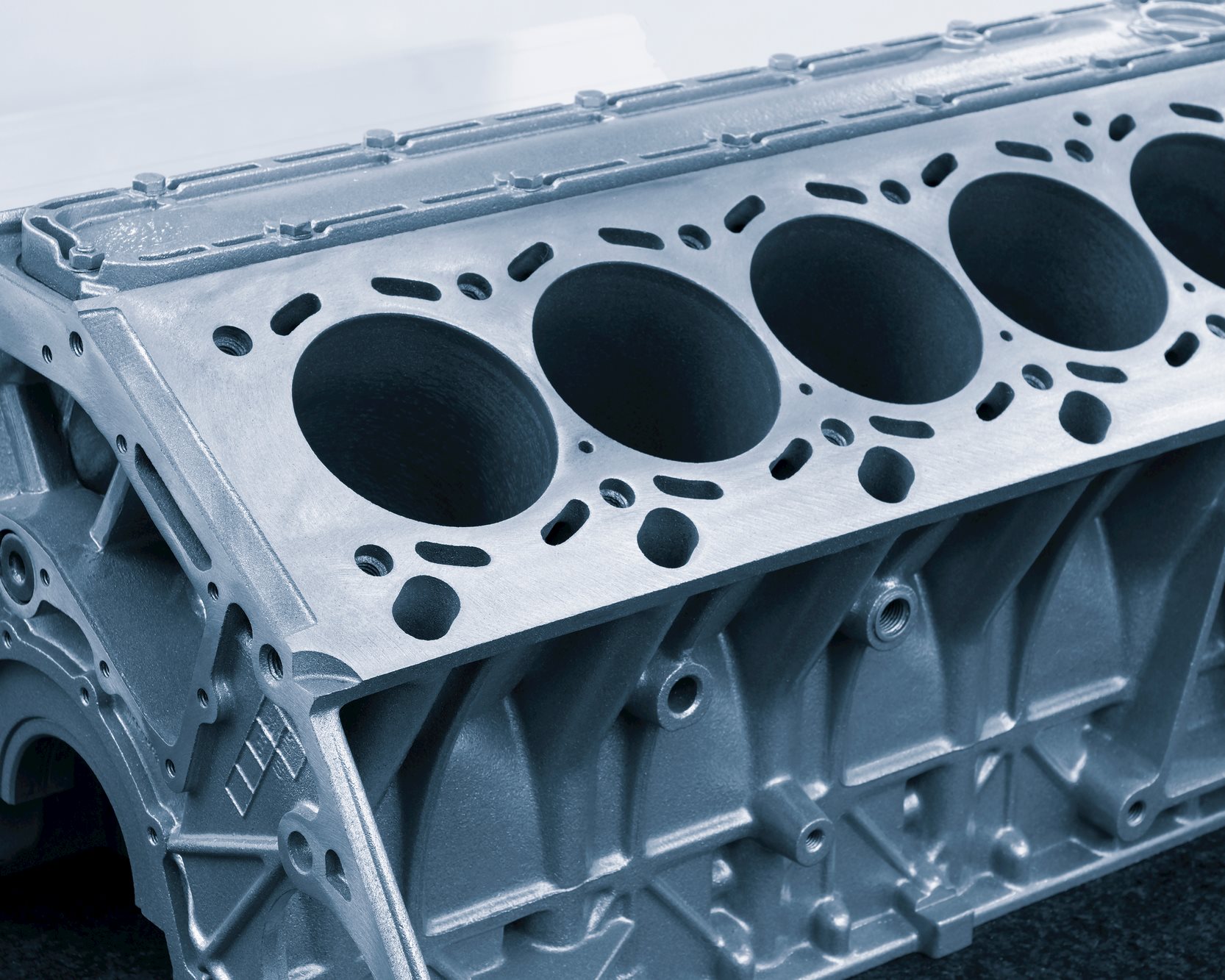
Truck Engine Block
Optimize engine-block production with combination tools and off-the-shelf inserts. Reduce part costs with less tooling. Meet specifications easily.Engine-block manufacturers face pressures from every direction. With every new engine design, they must invest in new CNC equipment and automation. When vehicle models change over, so must expensive customized equipment and tooling. Customers demand more productivity and lower per-part costs. At the same time, political factors reshape the production map – but leave engine suppliers with little access to component development and knowledge.
As new factories come online around the world, the competition for work and workers becomes more intense. With a shortage of skilled labor, many tools and tasks must accomplish more while they make work simpler for less-experienced operators. Every minute of cycle time saved, every tool or process eliminated, helps engine-block manufacturers stay competitive.
With more than 80 years of tooling expertise and manufacturing knowhow, Seco offers total solutions, not just tooling. Our deep expertise in the automotive industry means that we not only understand what engine-block manufacturers need: We make the tools that help accomplish your goals.
From custom milling tools with standard inserts to customized reaming tools that overcome sag and runout, Seco anticipates your expectations and exceeds them. We can help you optimize your setups, programming, production and inspection with a wealth of knowledge.
The size and weight of large, heavy, complex parts make them more difficult to machine. You need longer tools to reach part features, and solutions to stabilize those longer tools. You need specialized tools to handle multiple interrupted cuts without compromising surface finishes. And you want to avoid reliance on expensive custom inserts.
 Seco provides the expertise and the tooling you need to overcome all these challenges and more. We make the right tools for every aspect and operation involved in engine-block production – and the expertise to help you put it all together.
Seco provides the expertise and the tooling you need to overcome all these challenges and more. We make the right tools for every aspect and operation involved in engine-block production – and the expertise to help you put it all together.
Castings vary in size and develop oxidation as they age. Heavy cutting interruptions can cause drag marks that damage surface finishes. Smaller milling cutters can produce cutting marks as they overlap on large part surfaces. Long reamers can sag, losing alignment and concentricity. Features with multiple chamfers require special toolholders and cutters to reach and machine them. Spindle tilting to overcome non-center cutting tools makes specific contours difficult to create.
The answers to all these problems comes from one expert source. Count on Seco to take you from machine tool selection and setup all the through production. Instead of offering you a long list of custom tooling and custom inserts, we engineer custom tools that use standard inserts. We help you find the right programming to optimize the cut for each operation. And because we understand the entire process of producing these complex parts, we can create complete tooling solutions for every phase of engine-block production.
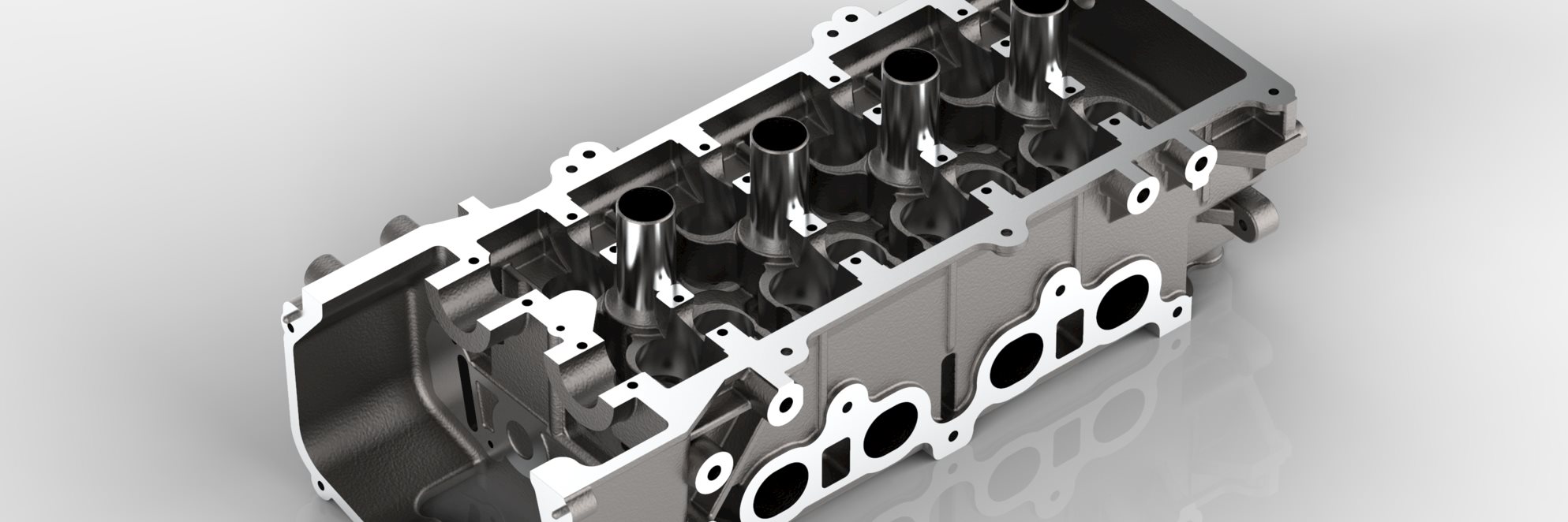
 Finishing Head Face
Finishing Head Face
- CBN inserts cannot handle oxidation that appears on cast workpieces over time.
- Cutting marks can appear on the surface because of the size difference between workpiece and milling cutter diameter.
- Spot faces, cylinder bore and other tapping holes cause heavily interrupted cutting that can create drag marks on the surface.
- Surfaces must be very flat to meet customer requirements.
- Overcome the limits of CBN inserts on casting fluctuations and oxidation.
- Eliminate surface cutting marks that appear when workpiece size greatly exceeds milling cutter diameter.
- Negative milling carbide inserts provide strength against interrupted cuts.
- Tooling solutions reduce production stoppages.
- Wiper inserts produce the required surface finish at higher feeds that reduce cycle times. (Wiper insert length determines maximum feed per revolution.)
Double Octomill
Quattromill wiper inserts
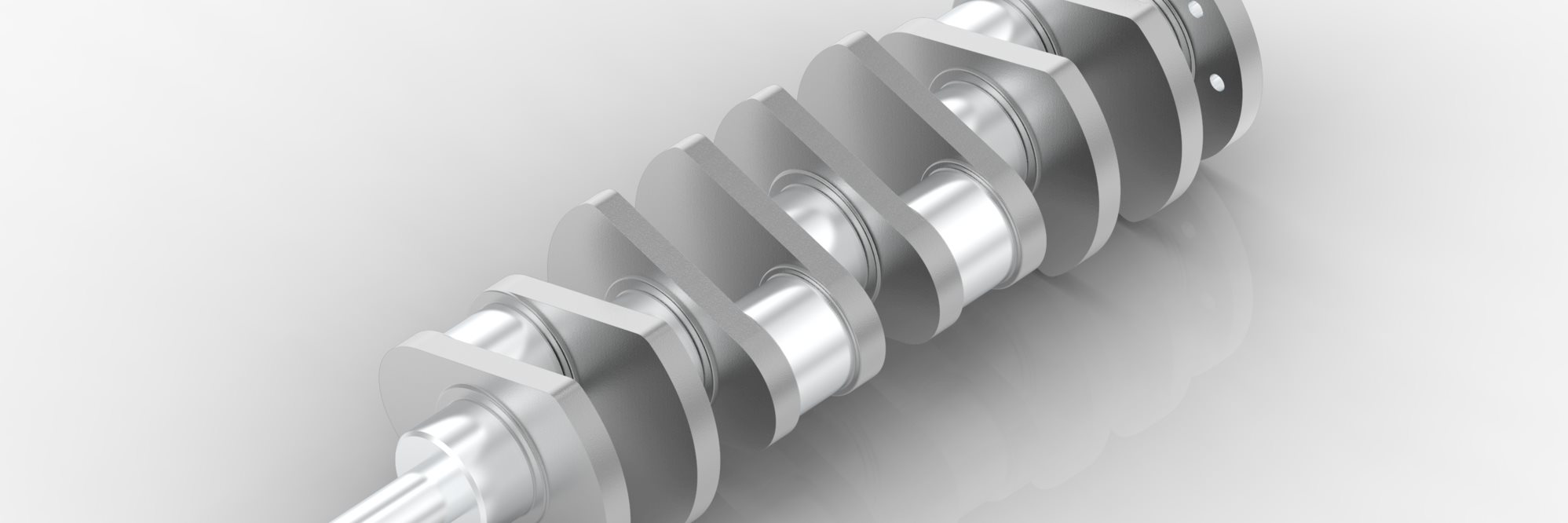
 Crank bore semi and finishing
Crank bore semi and finishing
 Cam Shaft hole finishing
Cam Shaft hole finishing
- Meet demanding specifications for part dimensions and quality.
- Achieve efficient manufacturing results with fewer tools
- Optimize surface finishes
- Highly complex part requires extended-reach reaming tools.
- Long tools tend to sag, which decreases their alignment and concentricity.
- High-quality surface finishes typically demand roughing, semi-finishing, finishing and super-finishing tools.
- Relatively slow feed rates and long tooling lengthen cycle times.
- Machine tool spindle runout must be kept very low.
- Reamers with guide pads help maintain tool alignment and concentricity for high-quality results.
- Arbor adaptor provides radial and angular adjustments to finetune runout.
- Dedicated Seco reaming center offers specialized knowledge in manufacturing and inspection.
Customized reaming tools
 Milling cylinder-bore chamfers before mounting liners
Milling cylinder-bore chamfers before mounting liners
- Accurate positioning of chamfers requires geometric precision.
- This workpiece includes various chamfering angles and double-angle chamfers.
- Cycle time reduction requires simultaneous machining with gang mills.
- Standard tools cannot handle the geometric complexity of this operation.
- Custom inserts increase costs.
- Custom toolholders match the specific machining depth of the cylinder bore.
- Special disc milling cutters machine the part's many chamfers with standard inserts, which minimizes cost.
Special disc milling cutters
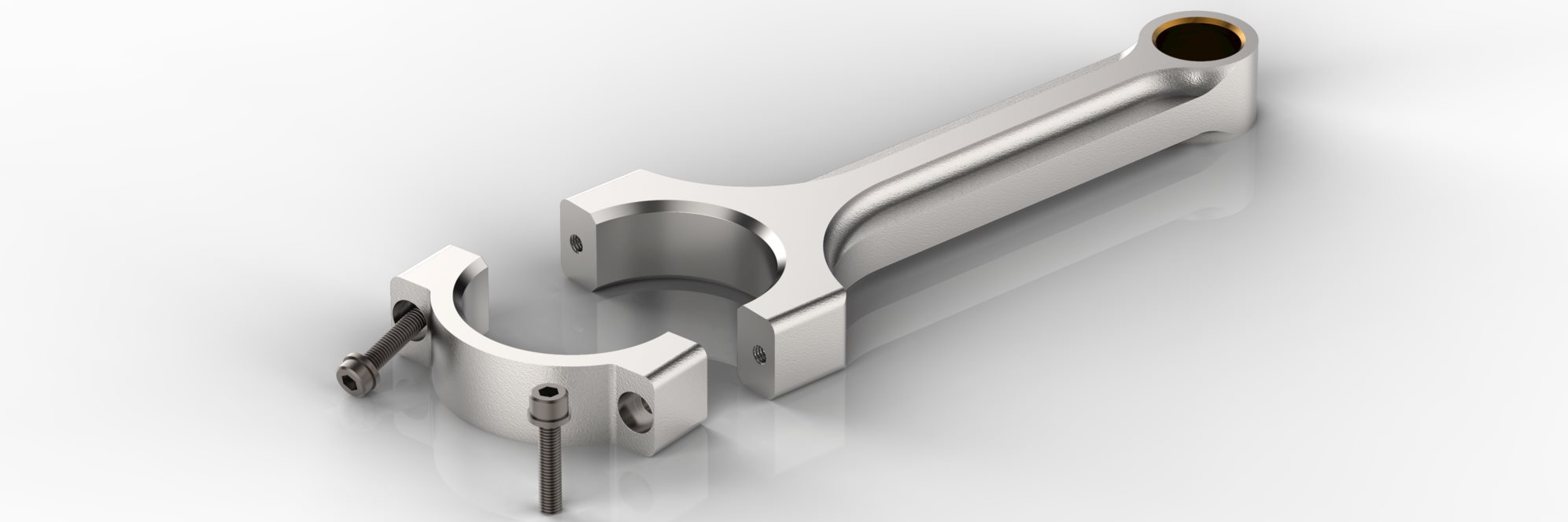
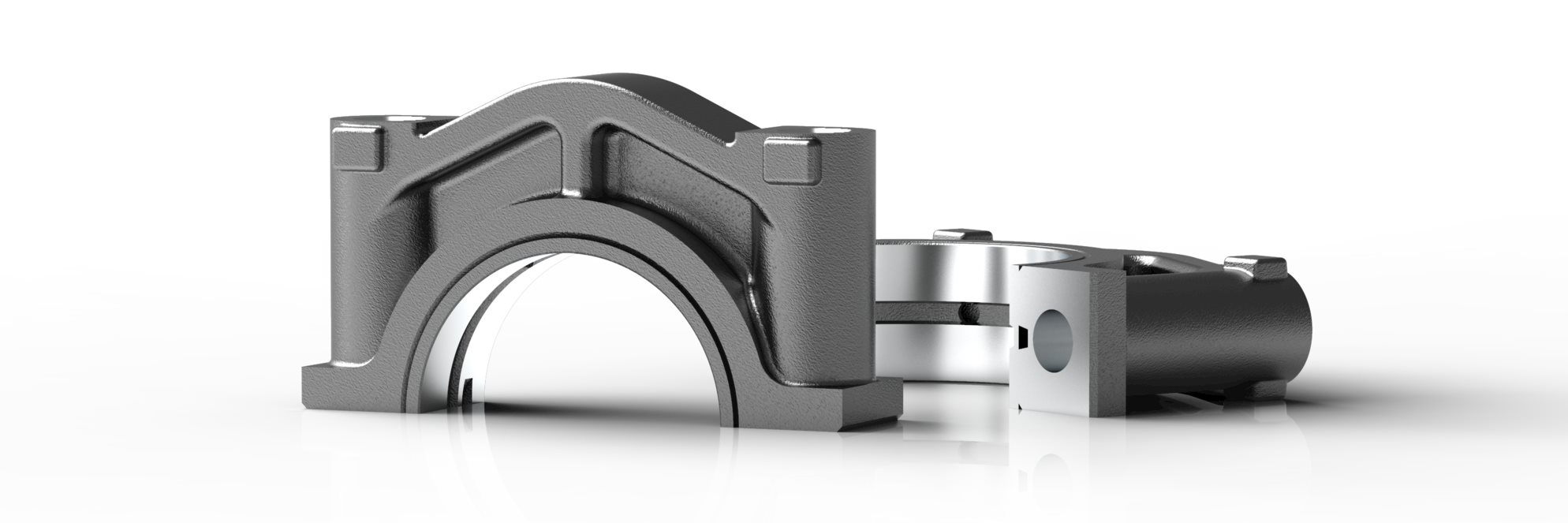
 Rough milling before installation of bearing caps
Rough milling before installation of bearing caps
- Heavy, large-diameter tools are not center cutting, so the machine tool spindle must tilt during this operation. This increases programming complexity and tool-changer stress.
- Standard inserts cannot overlap half-hole shapes, which leaves cut marks on part surface.
- Custom inserts raise production costs too high.
- Overcome spindle tilt and lack of center cutting tools.
- Stabilize cutting insert behavior.
- Enable tool overlap.
- Custom tools with specially placed pockets optimize insert placement for tool overlap.
- Custom tools use standard milling inserts for cost containment.
- Variable-pitch inserts stabilize cutting.
Custom tools with standard 218.19 milling inserts
Variable-pitch inserts
Well-placed insert pockets enable tool overlap.
 Rough Milling and Chamfer Thrust Faces
Rough Milling and Chamfer Thrust Faces
- This operation must yield a surface finish of <0.8 Ra.
- Crankshaft thrust face requires a chamfered surface.
- Thrust face requires a specific cutter diameter and arc of cutting.
- Surface finish must be <0.8 Ra and thrust face width must be precise.
- Cutter diameter and arc of cutting must match requirements for thrust face.
- Combined rough and finish tool accepts both types of inserts.
- Combination tool reduces production costs.
Special disc milling cutter with chamfer insert pockets
Combined righthand and lefthand disc mill and inserts
If you would like to reach out to one of our automotive experts please contact us here